
More than 285,000 miles (460,000 km) of pipelines are used to move liquid hydrocarbons to terminals and refineries around the world. This requires roughly 121 terawatt-hours per year which equates to 86 million tonnes (92 million tons) of carbon dioxide (CO2)1 . While innovation is the major factor for improving energy consumption in new equipment, avoiding unexpected downtime and optimizing existing asset performance presents the greatest opportunities for pipeline operators. Sulzer’s new and innovative approach connects technology to decades of experience in pump system engineering and maintenance to maximize equipment uptime as well as efficiency.
Today, sustainability is being written into national laws, setting goals for a net zero target in 2050. Governments are encouraging businesses to adopt more sustainable initiatives to the point that some major projects can only be won by companies that have made a commitment to the net zero goal. In the oil and gas sector, many major operators joined the Oil and Gas Climate Initiative (OGCI), which aims to accelerate the industry’s response to climate change.
Simplifying the reliability equations
Looking in detail at the root cause of asset failure as well as the latest innovations in technology reveals how the energy consumption of a pipeline depends on several factors such as maintenance techniques, operator acumen, inventory management, and reliability-based actionable intelligence. Operators are forced to focus on after-the-fact, high-consequence issues because they struggle to consistently relate equipment conditions to maintenance efforts and class-leading technology.
This often leads to pushing the other operational assets harder, trading optimal efficiency with the need to maintain shipping rates. There is a lot to be said about the growth in big data analytics for pumps, but one thing is clear, it is not taking the place of the human resource, rather it is amplifying their value. Sulzer now has a solution that changes the narrative from reactive to proactive actions. Using artificial intelligence (AI), technical expertise and proactive management techniques, Sulzer provides a competitive advantage with minimal capital investment.
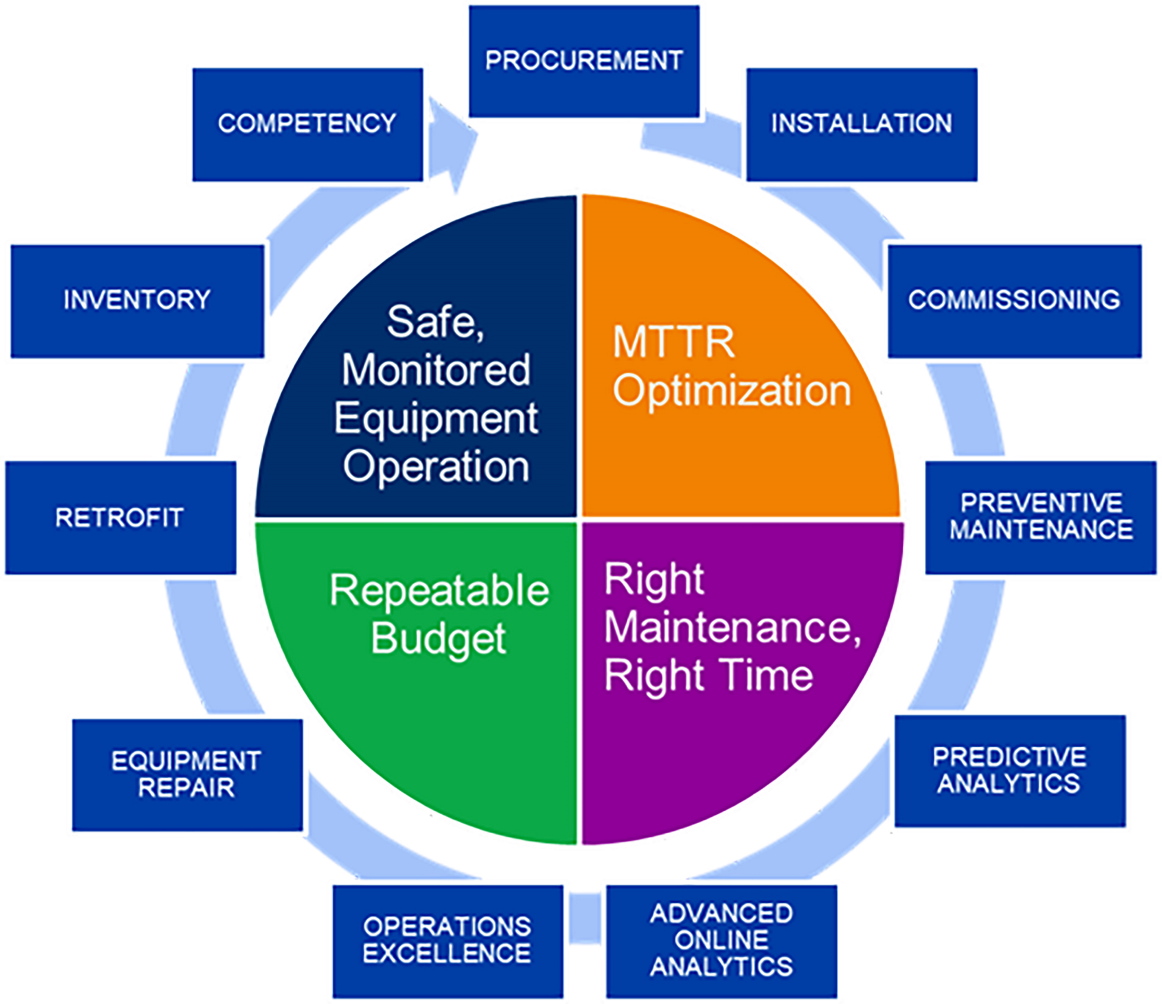
Working as an operating partner, Sulzer offers Total Pipeline Services™ (TPS) to connect a range of services designed to improve the economic strength of pipeline pumping systems. This flexible and simple-to-manage approach optimizes pump performance, which directly reduces carbon emissions, supporting the company’s sustainability objectives.
Impacting CO2 emissions
In 2019, Sulzer began the journey to provide a solution to help customers stabilize OPEX budgets, continuously monitor pump health and engage expertise for the best asset performance. The ability to optimize pump performance and predict issues before they become a concern, has the potential to significantly reduce levels of CO2 associated with the industry.
Employing new forms of communication, Sulzer uses existing pump health monitoring as well as industry-leading expertise to focus on the heartbeat of the equipment. By illuminating pre-failure conditions and energy waste, each pump can benefit from optimized efficiency as well as reliability to ensure minimal energy demand and associated emissions.
Performance guarantees
With the Total Pipeline Services solution Sulzer offers a continuous warranty and performance assurance on assets that are vital to the pipeline’s operation which is a first for any OEM or maintenance provider. This provides maintenance budget security for the operator backed by a high-quality repair service.
Improved pump reliability means planned maintenance on other equipment can be completed efficiently without being called to unexpected issues on the pumps. This results in fewer long-distance road trips for maintenance personnel, which on average equate to 108 kg of CO2 per call-out2 .
Decreasing pump downtime results in fewer road trips from maintenance personnel, but also fewer long-distance freight hauls to service shops and less time running other pump assets at low efficiency to take up the slack of the unavailable pump. In all, that could easily be three metric tonnes per event3 , just in transportation.
Environmental goals
Pipeline pumps are designed to transfer large volumes over great distances, which requires considerable effort. The scale of the motors in these installations means that seemingly small improvements in efficiency can have significant effects on both costs and environmental impact.
In fact, technology that can improve efficiency by 1% can remove 667 tonnes of CO24 per year on the average pipeline. This contribution can be significant to the overall company goals.
Every pipeline asset has its own unique set of characteristics that affect energy consumption; predicting potential failures is the most effective solution in terms of uptime and cost. That is why Sulzer also monitors operating, maintenance and engineering knowledge gaps, providing the necessary focused training to the valued employees. Sulzer’s expertise in advanced pump analysis, combined with its shop overhaul and field experience, offers the best solution in the forward push to carbon neutral ownership.
(1)
- Conservatively, pipelines average 16 pumps each; average mainline power is 3000 hp. Conservatively, there are 16,000 mainline pumps that require on average 46 million hp (34.5 gigawatts); assuming 50% usage at 80% load, EPA.gov converts 1.21×1011 kWh/yr to 86 million tonnes (94 million tons) of CO2
- Average distance for callout drive is 70 miles. This equates to 12 gallons of fuel roundtrip. EPA.gov converts 12 gallons to 108 kg of CO2.
- Average distance for freight travel of mainline pumps is estimated at 400 miles. Average freight weight for mainline pump is 11.5 tons. EDF.org estimates freight emissions at 161.8g/ton-mile which yield 1.5 tonnes for the total shipping and return trips. 60-ton crane estimated weight is 45 tons and will travel 70 miles on average. Adding 4 personnel required on site for each trip. 1,500 kg + (2*45*70*161.8/1000) + (2days*4trucks*108kg) yields 3371 kg of CO2.
- Conservatively, a pipeline has twelve 3,000 hp pumps operating 50% of the time at 80% duty. This yields 94 million kWh/yr. If you improve efficiency by 1.0%, then 940,000 kWh/yr not required. EPA.gov conversion 940,000 kWh yields 667 tonnes (735 tons) of CO2











{kind=link}