Sulzer’s advanced global engineering and manufacturing network has enabled the company to build, deliver and commission 289 high-efficiency desalination pumps to allow construction of the multiple sites in just 18 months. The short build schedule and large number of pumps required the cooperation of several of Sulzer’s facilities to deliver all the pump skids on time.
Fresh water is a precious resource, especially in arid countries, and keeping up with demand can be a considerable challenge. In Saudi Arabia, desalination plants deliver the majority of the country’s water and a growing population means that utilities are building for the future.
Since 1974, the Saline Water Conversion Corporation (SWCC), a Saudi Government Agency, has built the world’s largest network of commercial desalination plants around the coast of the desert kingdom. For the organization’s latest project: an ambitious scheme to install eight reverse osmosis (RO) facilities along the Saudi West Coast, SWCC and its EPC contractor Advanced Water Technology Company, SETE Energy, Rawafid Industrial and Al Fatah International Consortium (ASRF Consortium), turned to Sulzer for the supply of critical process pumps.
 RO technology has transformed the economics of desalination over recent years, halving the cost of producing clean, potable water from seawater. While advances in membrane performance and energy recovery have been central to these improvements, the efficiency of modern RO plants is highly dependent on their pumps. The energy consumed by pumps accounts for 60 to 70 percent of the final cost of the water produced by such a plant.
RO technology has transformed the economics of desalination over recent years, halving the cost of producing clean, potable water from seawater. While advances in membrane performance and energy recovery have been central to these improvements, the efficiency of modern RO plants is highly dependent on their pumps. The energy consumed by pumps accounts for 60 to 70 percent of the final cost of the water produced by such a plant.
So, when SWCC embarked on its latest expansion project, it needed pumps that could deliver the high efficiency required to meet the challenge of minimizing power consumption. At the same time, the project required years of reliable operation while exposed to potentially corrosive sea water. Adding to the challenge, an ambitious build schedule meant the pumps, which are normally engineered to order, had to be delivered within a tight 12-month window.
 Basem Elshaer, Sulzer Sales Manager for the water sector in Saudi Arabia explains: “After an extensive technical and commercial review, SWCC selected specialist RO pumps from Sulzer for this project. The MBN-RO high pressure pump meets the market expectations for a highly efficient, cost effective and reliable design, with features that have been refined based on Sulzer’s decades of experience in the sector.”
Basem Elshaer, Sulzer Sales Manager for the water sector in Saudi Arabia explains: “After an extensive technical and commercial review, SWCC selected specialist RO pumps from Sulzer for this project. The MBN-RO high pressure pump meets the market expectations for a highly efficient, cost effective and reliable design, with features that have been refined based on Sulzer’s decades of experience in the sector.”
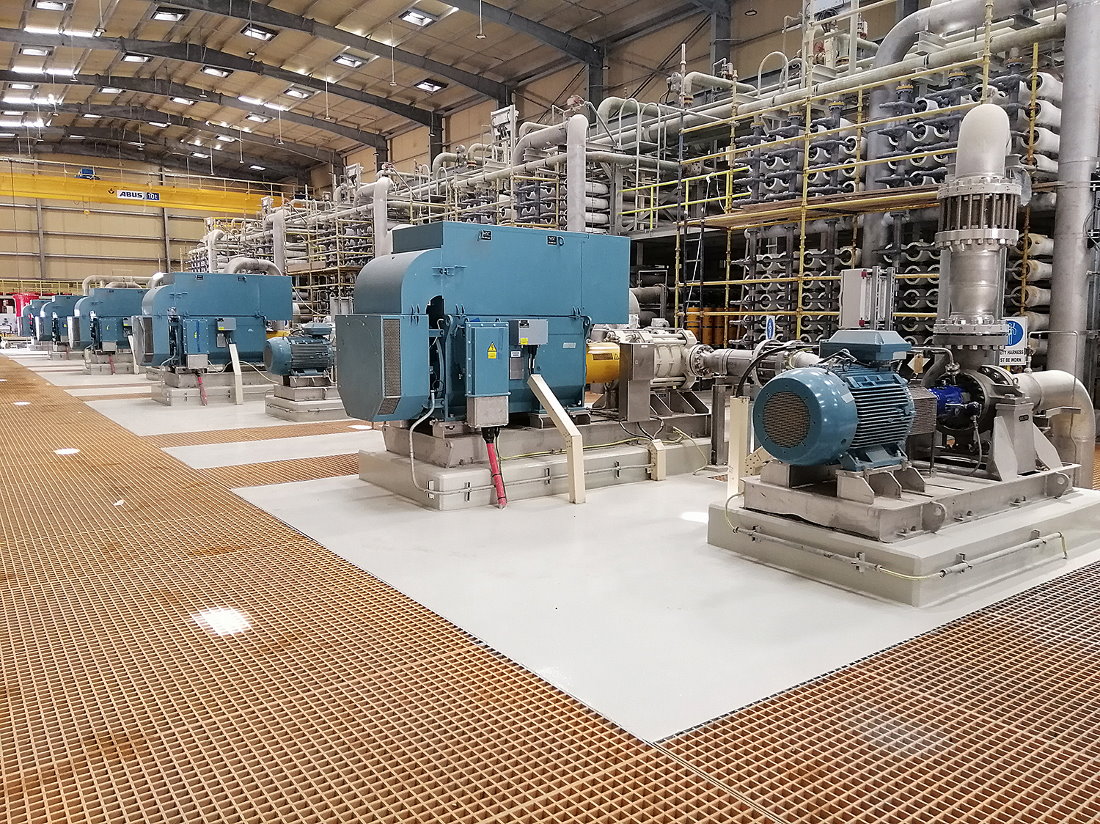
Compared to competitor products, the Sulzer pumps offered an average efficiency advantage of close to two percentage points, which provides a highly significant reduction in energy consumption over the lifetime of a plant. The main high pressure pumps chosen for the project have a 150 mm diameter discharge pipe and 320 mm impeller. They are manufactured from a super duplex stainless steel to protect critical parts from erosion and corrosion.
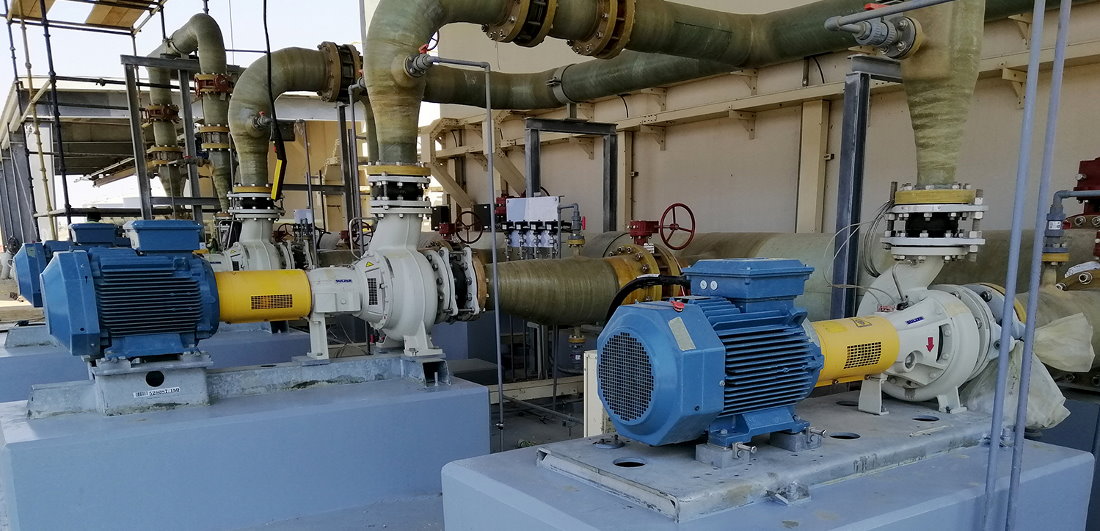 To simplify design, construction and operation, the new desalination plants use a highly standardized layout, with a varying number of identical RO process trains installed at each site. Each train is capable of supplying 8’500 cubic meters of clean water per day. Each site uses a selection of Sulzer pumps, including the Ahlstar single-stage centrifugal process pump, which has been selected for many RO plants in recent years. With high efficiency so important in minimizing the cost of producing clean water, the performance and reliability of these pumps make them a popular choice.
To simplify design, construction and operation, the new desalination plants use a highly standardized layout, with a varying number of identical RO process trains installed at each site. Each train is capable of supplying 8’500 cubic meters of clean water per day. Each site uses a selection of Sulzer pumps, including the Ahlstar single-stage centrifugal process pump, which has been selected for many RO plants in recent years. With high efficiency so important in minimizing the cost of producing clean water, the performance and reliability of these pumps make them a popular choice.
Mr. Ali Awadalla, CEO at Rawafid Industrial comments: “Under the terms of the agreement, Sulzer was contracted to supply complete units, including pumps, a high-efficiency IE3 electric motor and a comprehensive instrumentation package for each RO train. Sulzer engineers also supervised the installation and commissioning of the pumps.”
The new plants, commissioned as part of the KSA 2030 economic development plan, are designed to significantly increase the availability of fresh water, supporting the growth of tourism and economic activity in the West Coast region of the Kingdom.
Meeting the needs of such a multiple-site project required input from Sulzer specialists across the world. The local point of contact for the customer was Sulzer Saudi Pump Company in KSA, which had support from RO specialist teams in Spain and Finland.
Manufacture, test and installation of all 289 pumps have now been completed on schedule and Sulzer specialists are working with their customer on the commissioning phase of the project.











{kind=link}